エムエスツデー 2013年4月号

種口弁操作システム
| 業界 | 製紙業界 | 採用機種 | 電動アクチュエータ、デジタルパネルメータ |
|---|
システム概要

設備名:種口弁操作システム
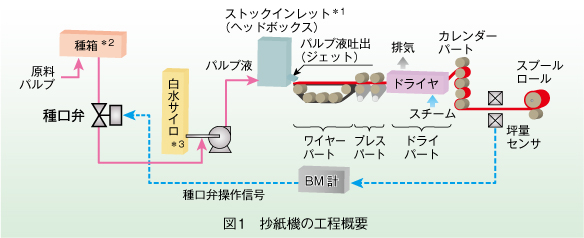
抄紙機は製紙工場におけるパルプ液を原料として紙を製造するための最も重要な装置であり、通称「マシン(M/C)」とも呼ばれます。マシンでは、ストックインレット(ヘッドボックス)*1に送ったパルプ液をワイヤーパートへ吐出させて水分を濾過し、プレスパートで圧搾、ドライパートで乾燥させ、さらにカレンダーパートで表面を平滑にして最終工程のリールパートでスプールロールに巻き取ります(図1参照)。巻き取られる紙の単位面積当たりの重さを「坪量」といい、製造される紙の重要な品質指標の一つです。
坪量はストックインレット内のパルプ液濃度(パルプ液中の繊維分:約1%程度)によりほぼ決定されますが、ストックインレットへ送られるパルプ液濃度は、「種口弁」と呼ばれる調節弁を通過する原料パルプ液の流量に従って変化します。流量は弁開度にほぼ比例するため、種口弁の弁開度を操作することにより坪量の制御を行うことができます。
坪量の自動制御には、一般的に「BM計」と呼ばれる制御システムが導入されます。BM計は、紙の坪量をセンサによりオンラインで検出し、種口弁の弁開度を直接操作することによりリールパートで巻き取られる紙の坪量を連続的に制御します。制御には、種口弁の開度を1/1000程度の高い分解能で操作する必要があります。
種口弁操作システム
一般に、種口弁には口径4~14B(インチ)程度の「Vボール」と呼ばれる特殊なボール弁が採用されます。この弁は90度回転形のロータリ式であり、電動アクチュエータにより駆動されます。したがって、電動アクチュエータには1/1000程度の分解能で角度を操作できることが要求されます。
図2は種口弁操作システムの構成図です。種口弁の電動アクチュエータには、サーボトップⅡ(代表形式:PRP)が採用されています。PRPにはステッピングモータが搭載され、マイクロコンピュータによる制御とあいまって回転角の1/1000以上の高分解能を実現しています。PRPの開度は、4~20mA DCのアナログ信号により設定されます。開度設定器(製品名 「コンピュータバックアップ」代表形式:CB2)は、PRPの設定値として、0.1%程度の高い分解能をもつアナログ信号を出力します。CB2の出力は、増・減2系統の接点信号の状態に従って操作され、それぞれの接点が閉じている時間に比例して出力が変化します。最小分解能は0.1%/30msec、すなわち、30msecの間接点を閉じていると、出力が0.1%変化(増・減)します。接点信号は、「自動」モード時はBM計からの制御出力により、また手動モード時は押しボタンスイッチを使ってそれぞれ与えられ、1/1000程度の分解能で種口弁の開度を操作し、坪量が制御されます。また、開度設定信号、およびPRPの開度アンサバック信号(=種口弁開度)を現場で表示するためにデジタルパネルメータ(代表形式:47シリーズ)を設置しています。
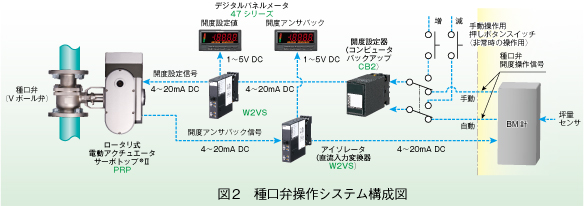
図2 種口弁操作システム構成図[拡大図]
採用機種

*1 ストックインレット(ヘッドボックス):パルプ液をワイヤー(紙の漉き網)上へ所定の速度で吐出させる
ための装置であり、パルプ液の吐出速度をジェット速度という。
*2 種箱:原料パルプ液の濃度を調整しながら貯槽し、一定のヘッド圧力で流下させるための装置。
*3 白水サイロ:抄紙工程を循環する微少なパルプ繊維を含む水(白水)を貯槽する装置。