2009年6月号
エムエスツデー 2009年6月号

筑紫野市の福岡県醤油醸造協同組合に
採用された電力監視用PCレコーダ
(株)エム・システム技研 カスタマセンター システム技術グループ
 福岡県醤油醸造協同組合は福岡県の北部、筑紫野市にあります。筑紫野市は、古来より人、物、情報が行きかう場所で、古事記に「筑紫、身ひとつにして、面四つ」とあります。このことから「つくし」は古代九州の総称であったことがうかがわれます。万葉の昔から、この筑紫は政治と文化の要衝として栄えてきました。市の文化財であり蘇我氏の建立による九州最古のお寺として有名な武蔵寺(ぶぞうじ)や、近くには菅原道真公を祭る大宰府天満宮などの史跡が数多くあります。
福岡県醤油醸造協同組合は福岡県の北部、筑紫野市にあります。筑紫野市は、古来より人、物、情報が行きかう場所で、古事記に「筑紫、身ひとつにして、面四つ」とあります。このことから「つくし」は古代九州の総称であったことがうかがわれます。万葉の昔から、この筑紫は政治と文化の要衝として栄えてきました。市の文化財であり蘇我氏の建立による九州最古のお寺として有名な武蔵寺(ぶぞうじ)や、近くには菅原道真公を祭る大宰府天満宮などの史跡が数多くあります。
今回は、この筑紫野市にある福岡県醤油醸造協同組合を訪問し、ご採用いただいたPCレコーダによる消費電力監視システムについて、システム構築を手掛けられた福岡県醤油醸造協同組合 製造部 製造1課 課長 井澤 圭史 様、また、関連設備を納入された日本フローコントロール(株)福岡営業所 営業部の藤崎 正也 様にお話を伺いました。
[エム・システム技研、以下エムと略称]福岡県醤油醸造協同組合殿の概要についてお教えください。
[井澤]当組合は、しょうゆの「生揚(きあげ)」の協同生産工場として、自然に恵まれた筑紫野の地に1967年に誕生しました。現在に至るまで生産能力の拡充を図り、年間生揚生産能力15,000kl の設備を有するまでになりました。
さらに、2000年にはISO9002認証取得工場となり、2003年にはISO9001(2000年版)への更新認証の取得も完了し、ISOによる品質管理のもと、福岡県のしょうゆ造りの基幹工場として日本一のしょうゆ造りを目指しています。
[エム]生揚を製造されているとのことですが、生揚とはどのような製品でしょうか。
[井澤]生揚はしょうゆの原液のことをいいます。蒸した大豆と炒った小麦、それに種麹を加えて自動製麹(せいきく)装置の中で48時間かけて麹を造ります。これに食塩水を加えて諸味を造り、醗酵タンクの中で麹菌による分解、乳酸菌・酵母による醗酵が行われ、4~6か月かけて醗酵熟成されます。この諸味を圧搾して粕と分離し得られた搾汁液を生揚といいます。
また、生揚以外にも1991年からは「つゆ」や「たれ」「ドレッシング」などの加工調味料の製造も開始しました。
 [エム]電力監視システムの導入経緯についてお教えください。
[エム]電力監視システムの導入経緯についてお教えください。
[井澤]本工場は、まだ第二種エネルギー管理指定工場にはなっていませんが、将来における工場の増設を考慮すると省エネ対策の必要性を感じていました。
その中に、大豆・小麦・種麹を混合させ48時間かけて麹菌を作る自動製麹装置があり、麹菌が増殖するために適した温度を保つ必要があります。
冬は外気でよいのですが、夏になると外気だけでは冷却できないため、冷却用に熱交換器を使用します。熱交換器の冷却水は冷凍機で冷やしていますが、熱交換の効率が悪くなると冷凍機の消費電力が大きくなります。
冷凍機の消費電力を抑えるため、藤崎様から、熱交換器の高い効率を維持できるボールクリーニング装置をご紹介いただきました。
[藤崎]日本フローコントロールは、主に流量計などの計測器を取り扱っている会社ですが、今回ボールクリーニング装置(図2)を納入させていただくことになりました。
 ボールクリーニング装置とは、熱交換器のチューブ内に特殊スポンジボールを注入し、冷却水流を利用してボールをチューブ内に押し込み、冷凍機の運転を行いながら自動的にチューブの内面をクリーンな状態に保持するもので、これによりスケール(水垢)が付着するのを防ぎ、冷凍機の定格出力を保ちます。
ボールクリーニング装置とは、熱交換器のチューブ内に特殊スポンジボールを注入し、冷却水流を利用してボールをチューブ内に押し込み、冷凍機の運転を行いながら自動的にチューブの内面をクリーンな状態に保持するもので、これによりスケール(水垢)が付着するのを防ぎ、冷凍機の定格出力を保ちます。
井澤様から実際に導入効果の確認ができる記録装置も納入して欲しいとのご依頼がありました。そこで、以前からエム・システム技研のPCレコーダのことを知っていたため井澤様にその導入をご提案しました。
[井澤]今まで何社かから電力監視システムの提案を聞いてきましたが、エム・システム技研の製品は、他社製品と比較して使いやすく、かつ安価であったため導入することにしました。
[エム]PCレコーダを使用したシステムの構成についてお教えください。
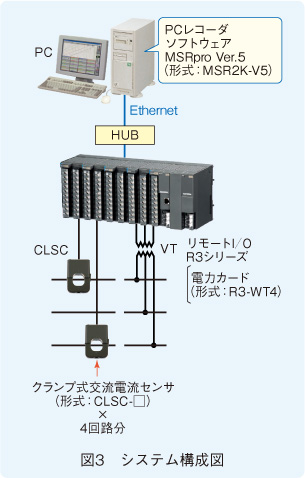
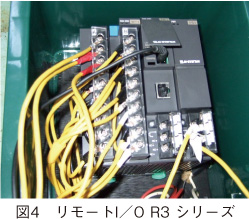
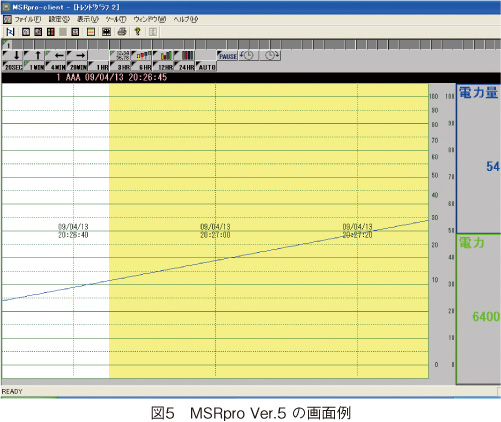
[井澤]構成については図3をご参照ください。消費電力の測定にはリモートI/O R3シリーズ(図4)を使用し、電力カード(形式:R3-WT4)とクランプ式交流電流センサ(形式:CLSC)を組み合わせて計測します。リモートI/OとPCはEthernetケーブルで接続し、PCレコーダソフトウェア MSRpro Ver.5(図5)によってR3-WT4が計測した冷凍機の電力と電力量の記録を行うようにしました。
 [エム]本システムを使用されてのご感想はいかがですか。
[エム]本システムを使用されてのご感想はいかがですか。
[井澤]使い勝手の良さを強く感じました。リモートI/O R3シリーズの組立てやCLSCの結線も分かりやすく簡単でした。MSRpro Ver.5の設定上の不明点については、エム・システム技研のホットラインに電話をして技術サポートを受けました。
ただ、自動製麹装置の1工程が48時間であるのに対し、MSRpro Ver.5のバッチ機能注) の標準収録時間が最大36時間だったため、そのままでは最後の12時間分が記録できませんでした。そこで、自分なりに工夫して、麹の温度が上昇し始めると冷凍機の消費電力が上がるので、それをトリガにして記録を開始する方法を採用して対応しました。自分で収録設定を自由に変更できる点も優れていると思います。
[エム]今後は、どのような機器の電力測定を予定されていますか。
[井澤]昨年と同様、夏に自動製麹装置の冷凍機の電力測定を行い、昨年のデータと比較し、消費電力が増えていないかを見て、ボールクリーニング装置の省エネ効果の確認をしたいと思います。また、それ以外にも今年は麹の発酵タンクに使用している冷却水ポンプと温水ポンプの電力測定も行い、今後の省エネ対策を考えていくためのデータを集める予定です。
[エム]お忙しいところ、ありがとうございました。
[井澤]本工場では、工場見学を随時受け入れています。多くの皆さんのご来社、ご見学をお待ちしています。
注)MSRproのバッチ機能については、『エムエスツデー』誌2007年5月号「バッチ機能を搭載した2048点対応 PCレコーダソフトウェアMSRpro(形式:MSR2K-V5)」をご参照ください。
本稿のシステムについての照会先:
日本フローコントロール 株式会社
〒 812-0016 福岡県福岡市博多区
博多駅南1-3-8 博多パールビル
TEL:092-432-1170
FAX:092-432-1171
福岡県醤油醸造共同組合
〒818-0014 福岡県筑紫野市
大字牛島65番地
TEL:092-922-3831
FAX:092-928-3501
*MSRpro は(株)エム・システム技研の登録商標です