2006年6月号
エムエスツデー 2006年6月号

第6回 モーション制御用フィールドバス
NPO法人 日本プロフィバス協会 会長 元 吉 伸 一
PA用のフィールドバスの特長
前回と前々回にて、FA用のフィールドバスとPA用のフィールドバスについて説明しました。FA用のフィールドバスについて解説したとき、“現在日本のなかで、オープンな汎用のフィールドバスと認知されているのは、PROFIBUS、DeviceNet、CC-Linkの3種類になったといってよいでしょう。”と書きました。ということは、汎用ではない、専用のフィールドバスもあるわけです。
現在のFA用アプリケーションのほとんどは、汎用のフィールドバスを使ってカバーできるのですが、FAのアプリケーションそのものの範囲が広いこともあり、汎用ではなく、専用のデジタルネットワークが多く使われている分野も存在します。
これから何回かにわたり、これらの専用のフィールドバスについて説明します。特殊用途のアプリケーションにも、デジタル通信技術が利用されている点をご理解いただき、デジタルネットワークが工場の中のさまざまな場所に浸透していると感じていただければと考えます。
今回は、モーション制御用フィールドバスについて説明します。
モーション制御用フィールドバス
モーション制御用フィールドバスは、主にサーボドライブとコントローラ間通信、およびサーボドライブ間の通信に特化したネットワークです。このネットワークはとくにサーボ間の同期制御を得意とします。モーション制御用フィールドバスの代表例は、SERCOSとかMECHATROLINKなどが挙げられます。
まずモーション制御にデジタル通信を使うメリットを考えてみます。
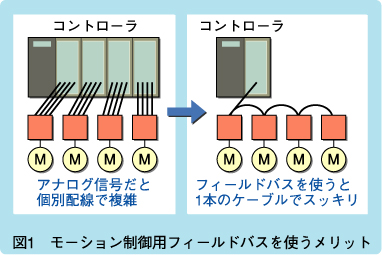
従来、サーボドライブをPLCなどで制御する場合、たくさんの信号を取り扱わなければなりませんでした。たとえば、PLCから単にスタート・ストップの信号を送るだけでなく、速度などの設定値、モータの回転数などさまざまなデータを複数の信号線を使って接続する必要がありました。モーション制御用フィールドバスを使えば、多数の信号を1本のケーブルによって通信できます。
また、回転数の設定などのデータはアナログ信号で通信するより、デジタルデータをそのまま通信した方が、より正確な値を伝達できます。コントローラも、サーボドライブもCPUを内蔵してデジタル技術で動いています。その間でアナログ通信をすると、アナログデータとデジタルデータの変換をしなければなりません。その結果、どうしても変換後のデータに誤差が出てしまうからです。
さらに工場の中には、1つの回転機器を接続するアプリケーションだけでなく、複数のサーボモータを接続して、その回転の同期をとりながら機械をコントロールするアプリケーションもたくさんあります。
たとえば、印刷機、包装機、カッター、工作機械、射出成型機などがその代表的な例です。
印刷機の例
印刷機械について、モーション制御用バスを使って同期を取るアプリケーションを見てみたいと思います。
私たちがカラー印刷されたカレンダーやカタログなどを見ると、実にたくさんの色がそこで使われているのが分かります。しかし、これは、それだけたくさんの色を用意して、紙の上に塗っていったわけではありません。実際は、1枚の紙の上に、青、赤、黄、黒の4色の色をそれぞれ別々の版で重ね合わせて印刷し、多くの色を出しているわけです。
この重ね合わせは、順番に行われます。ですからそれぞれの版が印刷する紙の上で、どこが始点かを理解し、かつ同じ回転数で印刷を始めないと、いわゆる色ずれが起こるわけです。
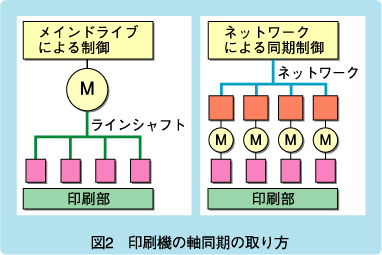
従来は、4つの版を同期を取って動かすためには、大きなモータを回して、その動力を印刷用の4つの回転軸にシャフトを介して伝達するという、機械的な同期方法を取っていました。この場合、メインのモータが一回りすると、各版の軸も同じように回ったわけです。
ところが、最近は機械的に同期を取るのではなく、ネットワークを使って同期を取る方法が盛んになってきています。この方法はシャフトレスとかセクショナルドライブといわれています。
この方法では、各版はそれぞれ自分のモータを持ち、ドライブを持っています。そして、おのおののドライブはネットワークで接続されており、このネットワーク上の信号でデータ通信をしながら、同期を取るようにしています。
ネットワークで同期を取ると、従来のシャフトを使う方法に比べて、次に挙げるようなメリットが得られます。
1)機械的なロスとか磨耗がないため、安定した同期が取れる
2)印刷の種類を変えるとき( 新しいロットにするとき) 機械式よりはるかに楽に、そして早く切り替えができる
ところで、皆さんもテレビなどで印刷機が動くところを見られたことがあると思います。印刷機の軸は非常に高速で回転しています。印刷紙は150m/min以上のスピードで移動しているのです。したがって、各サーボ間の同期を取り、色ずれを出さないようにするには、高速で動き、しかも複数のドライバに同時に同じ信号が届くという通信のアルゴリズムをもっていなければなりません。実際に使われているアプリケーションでは、通信の周期が数百マイクロ秒から数ミリ秒、そして通信の揺らぎがマイクロ秒以下であることが望まれます。汎用のFA用フィールドバスの場合、通信スピードが約10ミリ秒程度、そして通信周期の揺らぎについては規定がない場合がほとんどです。
さらに、モーションコントロール用のバスは、このような特定用途に特化しているため、通信の仕様を取り決めるだけでなく、同期制御、位置決め制御、トルク制御などのアプリケーションに対する実現手段をその仕様の内部に備えているものもあります。
現在の流れ
モーション制御用フィールドバスは、その仕様に特化しているため、サーボドライブを主に接続します。このバスに一般のFA機器とかPA機器を接続すると伝送の周期が遅くなりますし、またそのような用途向けとしては設計されていません。
したがって、ユーザーの立場に立つと、モーション制御用のバスと汎用のフィールドバスとを両方使用して、制御システムを設計する場合も出てきます。
複数のバスを管理することは、アプリケーションの用途に必要なため、仕方がないともいえるのですが、エンジニアリング、補用品などの保全費用、そしてオペレータ、エンジニアへの教育費用が増えるため、ユーザーによっては歓迎されない場合もあります。
このようなユーザーの意向を受けて、最近では汎用のフィールドバスもその能力を増強して、モーション制御の領域にカバーする範囲を広げている場合があります。たとえばPROFIBUSでは、20軸程度のモーション同期制御を実現するPROFIdriveというアプリケーションプロファイルを開発し、汎用のFA機器を接続した上で、なおかつモーション制御用のサーボ機器を接続し、その同期制御を行えるようにしています。
なお、現在、このモーション制御用フィールドバスについては、より高速のバスが求められるため、100MbpsのEthernetベースを採用する動きもあります(Ethernetを工場のネットワークに使うケースについては、後で解説します)。
モーション制御では、フィールドバスのパフォーマンスがそのまま機械の制御精度に影響してきますから、このバスを専用として使用するか、また汎用バスの精度を上げて、この領域に対応するかの検討は、これからもしばらく続くことが予想されます。
次回は安全用のバスについて説明します。