|
トップページ >PID制御のお話 第5回 |
|||||||||||||
| 2004年6月号 | |||||||||||||
PID制御のお話
|
|||||||||||||
| ワイド制御技術研究所 所長 広 井 和 男 |
|||||||||||||
前回、P(比例)制御系ではオフセット(定常偏差)が発生し、制御量を目標値にピッタリ一致させることができないという限界があることを説明しました。今回は、引続き加熱炉出口温度制御系を例にして、P制御ではなぜオフセットが発生するのかを考えて見ましょう。
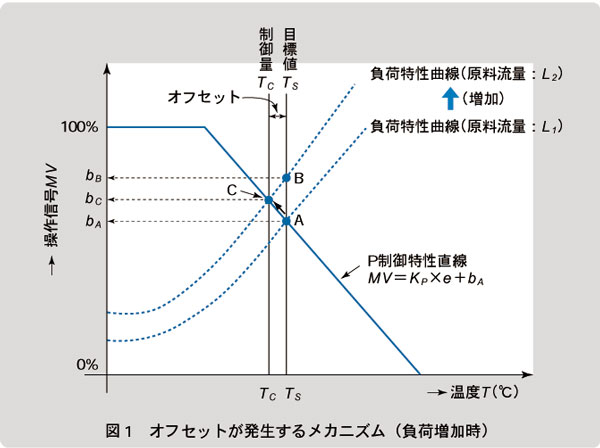
MV = KP × e + bA …(1) KP :比例ゲイン e :偏差(Ts -T) 今、A点、つまり目標値Ts、負荷(原料流量)L1、バイアスbAで、偏差 e がゼロのバランス状態にあるとします。この状態から負荷がL2に増加した場合にも、目標値Ts を維持するためには、操作信号MV はB点に相当するBb になる必要があります。しかし実際には、(1)式で制御されるため偏差が出て、P制御特性直線と負荷特性曲線L2との交点Cで安定し、オフセット(Ts-Tc)が発生することになります。負荷が増加した場合には、目標値Ts>制御量Tcという関係となり、制御量Tc は目標値Tsより低い値で安定することになります。つまり、負荷増加時のオフセットは目標値の下側に発生することになります。 比例ゲインKPを大きくしていきますと、交点Aを中心にしてP制御特性直線が急勾配になり、オフセットは小さくなっていきます。一般に、オフセットは小さい方が良いので、比例ゲインKPを大きくしたいと考えます。しかし、比例ゲインKPを大きくしていくと、オフセットは小さくなりますが、制御系がだんだん不安定になり、ついには振動してしまいます。制御系が不安定になったり、振動してしまったのでは制御をする意味がなくなりますから、比例ゲインKPを大きくすることには限界があります。したがって、P制御ではオフセットの発生は避けられないことになり、制御量を目標値にピッタリ一致させることはできません。
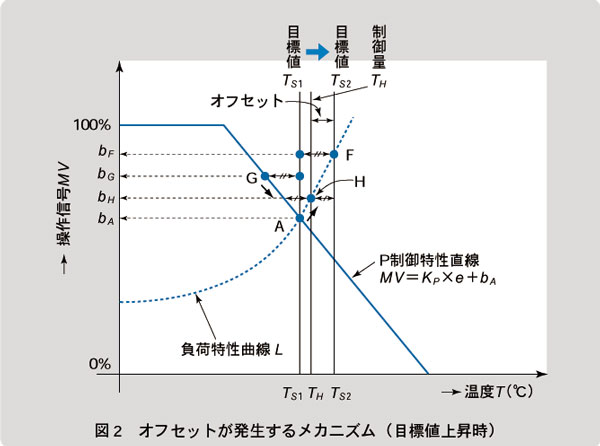
MV = KP × e + bA …(2) KP :比例ゲイン e :偏差(Ts 2 -T) この操作信号MVを受けて、加熱炉出口温度は上昇を始め、偏差(Ts 2-TH )に対応する操作信号bHと負荷特性曲線Lとの交点Hで安定します。つまり、加熱炉出口温度はTHで安定し、オフセットの大きさは(Ts 2-TH )になります。このように目標値を上昇させた場合には、上昇前の目標値Ts 1<制御量TH <上昇後の目標値Ts 2 という関係となり、制御量TH は目標値Ts 2 よりも低い値で安定することになります。つまり、目標値を上昇させた場合のオフセットは目標値の下側に発生することになります。
1)通常運転範囲の中間点近傍で偏差がゼロになるようにバイアスを調整し、比例ゲインKPは制御量が振動的にならない範囲で、できる限り大きい値に設定します。しかし、オフセットが発生して、制御量を目標値にピッタリ一致させることはできません。 2)現在出ているオフセットを所定目標値の反対側に移動するには、目標値をオフセットの反対側に大きくもっていって制御し、制御量が所定目標値の反対側になったとき、所定目標値に戻します。 3)P制御のみではオフセットが発生することから、P制御が単独で使用されることは稀であり、次回説明するI(積分)制御と組み合わせて適用されるのが一般的です。しかし、P制御単独でなければならない場合もあります。それは積分特性をもつ制御対象を追値制御する場合で、代表的な例はボイラ蒸気圧力の変圧制御です。この場合、外乱(蒸気流量)変化によるオフセットを抑制するには、高精度のフィードフォワード制御を組み合わせて適用する必要があります。■ |
|
||||||||||||
|
|||||||||||||