エムエスツデー 2006年3月号

第3回 工場通信ネットワークの特徴
NPO法人 日本プロフィバス協会 会長 元 吉 伸 一
前回は「MAP」について説明しましたが、それでは工場ネットワークにはどんな特徴があるのでしょうか?
コンピュータ通信の本を読みますと、だいたい最初にOSI(Open System Interconnection:開放型システム間相互接続)参照モデル・7階層の説明があります。
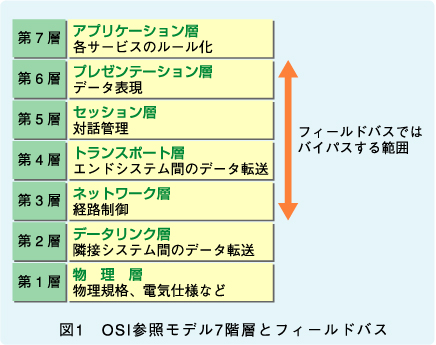
このモデルは、国際規格機関ISO・IECで規格化された、コンピュータ間のネットワークシステムの基本的な構造を示しています。平たく言うと、“コンピュータ間で通信するには、これだけの整合性を考慮しなければならない”というモデルを示したものです(図1)。
OSI参照モデルと工場ネットワーク
工場内の機器も、その中にコンピュータを抱いてデジタル通信をしているので、OSI参照モデルによって整合性を取らなければなりません。ただし、工場のネットワークと一般的なコンピュータ通信とでは、成り立ち・目的・仕様が違うので、OSI参照モデル・7階層の取り決めすべてを考慮する必要はなく、バイパスしてよい階層があります。
一般のコンピュータネットワークをインターネットに代表させ、また工場ネットワークを、ここでは工場の現場通信(コントローラと現場機器間の通信に使うフィールドバス)に代表させて違いを考えてみます。
1.フィールドバスは、工場内の決められた場所に設置されている機器間の通信にしか使われていません。ここでは、設計者はどの機器が通信するかをすべて知っています。一方、インターネットの接続機器はあらゆる場所にあり、また変更・追加されるため、その構成は把握できません。
2.フィールドバスは、工場現場の機器間の通信であり、通信経路が決まっています。ところが、インターネットでは、(たとえば)自宅のPCとアメリカにあるサーバをつなぐとき、どの経路を利用するかは決まっていません。
3.フィールドバスでは1回に送るデータ長は決して長くありません。インターネットでは数MBのデータを送るため、データを細かく分け、順番に送信して、受信時にそれをつなぎ合わせるという通信をするわけですが、フィールドバスでは、送るデータが100B以上になることはあまりありません。
以上の理由で、フィールドバスではOSI参照モデル・7階層のうち、3階層から6階層までをバイパスした形で採用するのが一般的です(前回説明したMAPは、この7階層にすべて準拠したことが、工場ネットワークとして適用できなかった一因です)。
その代わり、工場のネットワークでは、インターネットではあまり厳密に考えられていない「実時間性」が大切になります。不必要な手順を省いてデータを早く届ける、またはデータの信頼性を上げることに注意が払われています。
コンピュータ通信とフィールドバスを比べると
同じデジタル通信なのに、なぜこのような違いができてきたかというと、フィールドバスは当初はコンピュータ通信を意識するより、アナログ伝送の代替が目的で作られたからです。
そのため、制御に必要なデータ、つまり測定値と操作値、そしてビット信号をいかに時間遅れなく、効率的に送るかに適した仕様が作成されました。
それでも、フィールドバスはデジタル通信であるため、従来のアナログ伝送ではそれほど考慮されなかった点が問題となることがありました。
次に、このような問題点について、簡単に説明します。
1. 流れている信号が見えにくい
アナログ信号の取り合いでは、1本のケーブルに1個の信号が電圧または電流の値として対応しているため、電圧または電流の値を測ることで、現在の測定値、操作値を知ることができます。
フィールドバスでは1本のケーブルで複数の信号を伝送することが可能ですが、今現在の0・1(ゼロイチ)信号から、どの信号がケーブルで伝送されているか、外からみると分かりません。
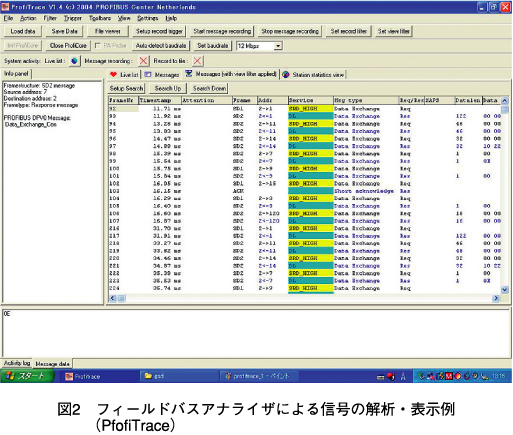
現在では、フィールドバスの信号を解析して、PC上に表示するアナライザがマーケットで販売されています。図2にフィールドバスアナライザによる信号の解析・表示例を示します。
このアナライザを使えば、信号の内容が簡単に分かり、また診断情報の解析なども分かりやすい形で表示されるため、(たとえば、通信のリトライ数を積算することで、不安定なデバイスを検出できるなど)予防保全にも役立てることができます。これはアナログ伝送では実現できない点です。
流れている信号が見えにくいのは、フィールドバスの豊富な機能を示すものであり、今ではその信号の中身も解析できるのですから、決してデメリットではありません。
2. 伝送に遅れが生じる
デジタル信号処理では、信号の遅れは必ず発生します。これはデジタル信号処理が順序処理で行われるため、避けて通ることができない現象です。
フィールドバスをサポートする各団体は、それぞれ工夫を凝らして、信号の遅れを小さくし、コントロールに問題が起きないようにしています。たとえば、伝送スピードを上げるのは、最もストレートな解決方法ですし、通信プロトコルを工夫して実効スピードを向上させているものもあります。
今のところ、フィールドバスの選択を間違えなければ、信号伝送が遅いため、制御に問題が生じる事例はあまり聞きません。筆者が聞いた例でも、温度制御(4秒周期伝送でも制御可能な)ループに、オープンフィールドバスを使って2ミリ秒での通信周期を実現させており、むしろもっと通信周期を長くしても問題ない場合が多いようです。
3. 必ずうまく接続できると保証できるか
工場現場で稼動する設備は、さまざまな会社の製品が組み合わされて使用されるため、どの会社の製品でも問題なく接続、運転できることが求められるわけです。それぞれの機器が確かにフィールドバスの通信仕様に準拠していて、問題なく接続できると誰が保証するのでしょうか?
各フィールドバスの普及団体は、各会社で開発された機器が、そのフィールドバスの仕様に準拠していることを認定する試験を実施しています。そして、この試験に合格した機器だけが、そのフィールドバスに準拠していると名乗ることができます。ということで、この問題はすでに大きな問題ではありません。
4.どのフィールドバスを使うか?
10年ほど前は20近いフィールドバスが、それぞれオープンなフィールドバスということで、自らを宣伝していました。ユーザー、ベンダからするとどのフィールドバスを選択したらよいか、迷ってしまう時期がありました。デジタル通信では、通信の取り決め(プロトコル)が異なると、まったく通信できなくなるからです。
しかし現在では、オープンと呼ぶことのできるフィールドバスの種類が限られてきました。また、工場内のアプリケーションもさまざまであり、それぞれ適したフィールドバスが存在するわけで、すべて一本化できるとは考えられていません。
各アプリケーションで使えるフィールドバスが明確になったため、“どのフィールドバスを採用するか”という議論は、いささか古くなり、今日ではあまり問題となっていません。
以上、工場ネットワーク(とくにフィールドバス)は一般のコンピュータ通信とは違うこと、それでもアナログ伝送と比べると、デジタル通信ならではの検討点があったことを説明しました。
次回からはフィールドバスの仕様について、説明したいと思います。